

汽车内饰PU应用
2023/5/19 9:47:21 点击:
1、表皮
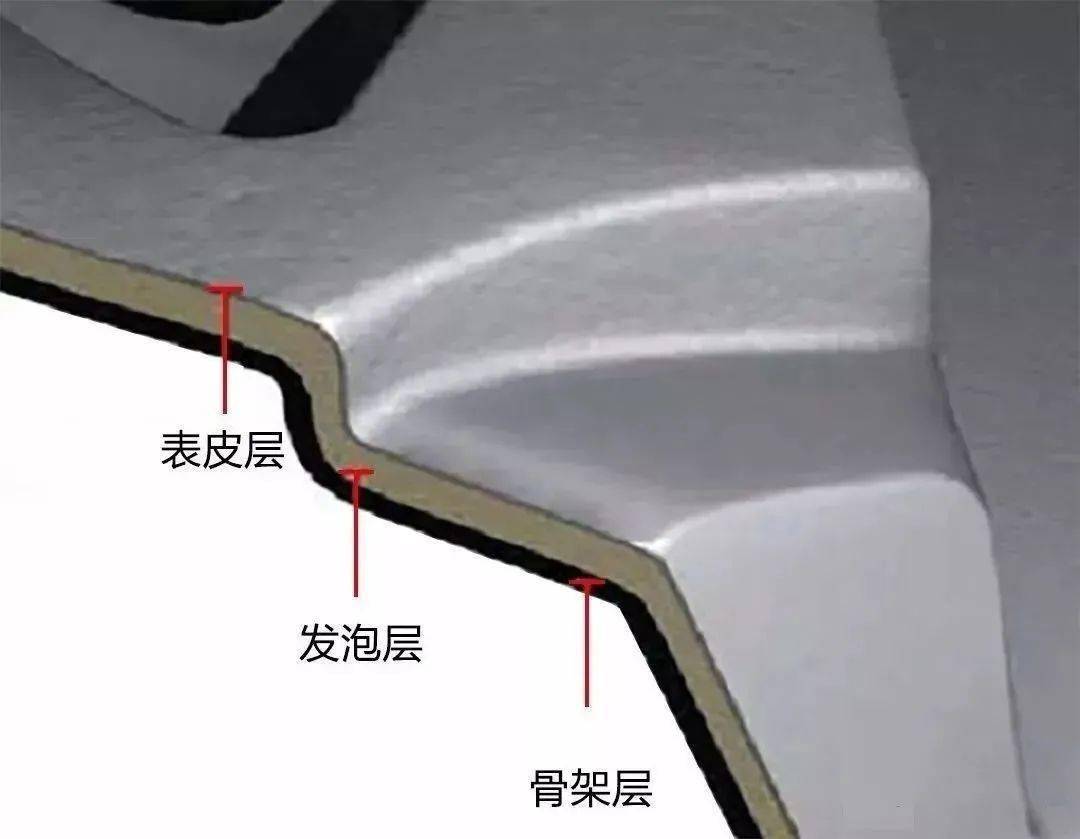
半硬质仪表板一般有三个部分组分:有纹路的表皮、半硬质PU泡沫层、内支撑骨架(含内部嵌件)。
首先来介绍下表皮。表皮的成型工艺有真空吸塑、搪塑、真皮包裹和PU喷涂成型等。
为切合本文主题,仅介绍与PU相关的两种工艺:
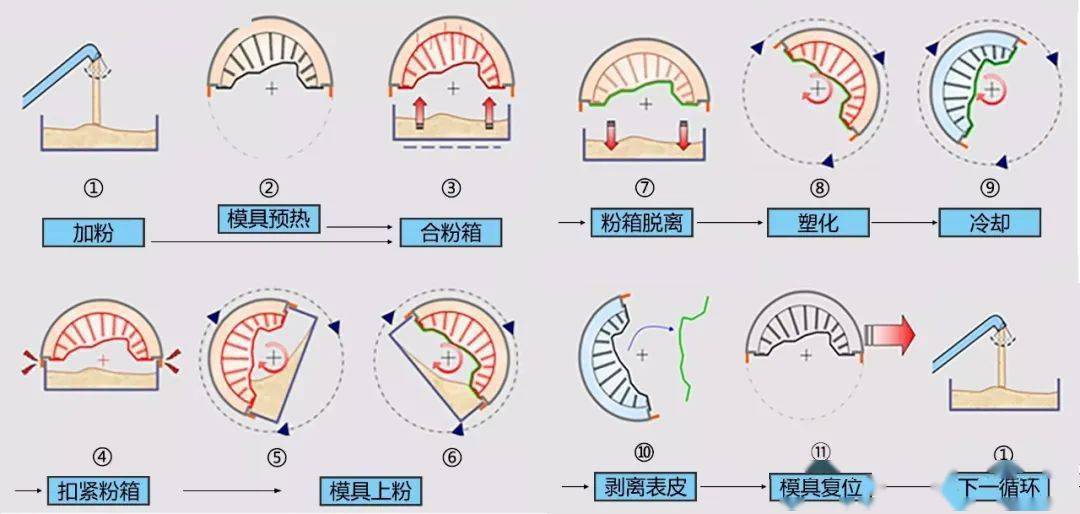
(1)搪塑成型工艺
原料:PVC粉末、TPU粉末,其中TPU不仅有良好的加工性、热塑性、耐化学性、耐老化、抗紫外线及低温弹性,还能回收循环利用,无需添加任何增塑剂。
工艺:加热带有纹路的成型模具,然后把模具和搪塑粉箱连接,同时进行旋转和加热。粉末跌落模具内熔化,并在表面形成与模具纹路一致的表皮。取下粉箱,待模具冷却后,即可获得表皮。
优点:表皮手感好。
缺点:热老化后易发粘。
(2)PU喷涂成型工艺
原料:单或双组分的聚氨酯涂料,异氰酸酯多采用HDI,脂肪族异氰酸酯具有耐光不变色的特性,适用于表皮。
工艺:模具先喷涂脱模剂,然后喷涂PU涂料。
优点:省去了真空吸塑机的费用,也可解决表皮和PU泡沫层粘接的问题。
缺点:涂料、模具价格高。
在表皮生产上,真空吸塑(一般用PVC)、搪塑目前还是主流。
2、泡沫填充层
半硬质仪表板的泡沫填充层是采用聚氨酯原料浇注入表皮和骨架之间固化成型而成,可以很好的结合表皮和骨架,改善了仪表板的触感和外观,也使得仪表板具备了吸音减震的功能。
原因在于半硬泡具有较高的压缩负荷值。半硬泡的配方一般在软泡的基础上添加更多的交联剂或硬泡聚醚,所以其交联密度远高于软泡又次于硬泡。在受压变形后,其形状恢复速度比软泡慢得多,压缩永久变形较高。这种高滞后损失特性特别适用于吸能减震。
在半硬质泡沫层浇注工艺上分为闭模浇注和开模浇注。
-开模浇注是在模具开启状态下将发泡料浇注于表皮内侧,然后放置骨架,关闭模具,使其交联固化,该工艺宽容性大,设计自由度高;
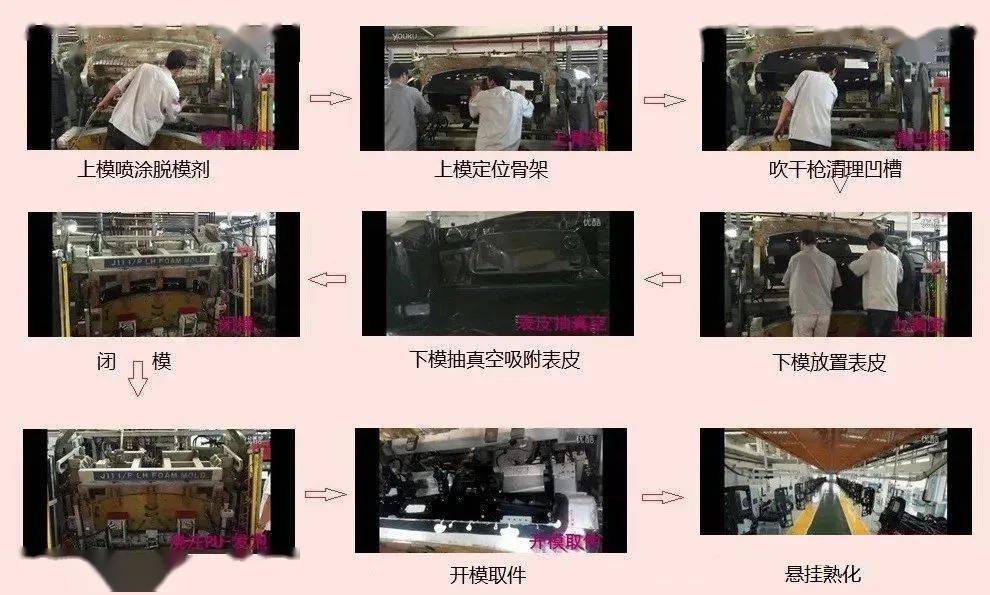
-闭模浇注是在模具中放好表皮与骨架,再注入发泡料,使其交联固化。该工艺稳定性好,设备投入低,但设计难度较大。
以下是闭模浇注的一个流程图:
- 上一篇:pu车衣和tpu车衣的区别 2023/5/19
- 下一篇:一种汽车湿法pu顶棚成型的方法 2023/5/19